|
<< Click to Display Table of Contents > G-Code Example Code |
  
|
|
<< Click to Display Table of Contents > G-Code Example Code |
|
Example Program for YAG laser:
;----------------------------------------------------------------------------------
G17 ; Set XY plane as working area
G71 ; Set mm as unit
G90 ; Set position values to absolute
$SC_DEFINES = 1 ; Start of the definitions
$SC_LASERPORT = 3 ; Set DAC_A as laser port
$SC_FIELDXMIN = -50.0 ; [mm]
$SC_FIELDYMAX = 50.0 ; [mm]
$SC_FIELDYMIN = -50.0 ; [mm]
$SC_FIELDXMAX = 50.0 ; [mm]
$SC_FIELDXGAIN = 1.0
$SC_FIELDYGAIN = 1.0
$SC_FIELDXOFFSET = 0.0 ; [mm]
$SC_FIELDYOFFSET = 0.0 ; [mm]
$SC_FIELDAXISSTATE = 0 ; Set axes state to neutral
SC_TOOL_LOAD[1] ; Pen 1 definitions
$SC_LASERPOWER = 90.0 ; [%]
$SC_FREQUENCY = 40.0 ; [kHz]
$SC_YAGPULSELENGTH = 10.0 ; [µs]
$SC_STDBYPERIOD = 0.0 ; [µs]
$SC_STDBYPULSEWIDTH = 0.0 ; [µs]
$SC_JUMPSPEED = 9000.0 ; [mm/s]
$SC_MARKSPEED = 20.0 ; [mm/s]
$SC_JUMPDELAY = 100.0 ; [µs]
$SC_MARKDELAY = 50.0 ; [µs]
$SC_POLYDELAY = 50.0 ; [µs]
$SC_LASERONDELAY = 10.0 ; [µs]
$SC_LASEROFFDELAY = 45.0 ; [µs]
SC_TOOL_SAVE[1]
SC_TOOL_LOAD[2] ; Pen 2 definitions
$SC_LASERPOWER = 50.0 ; [%]
$SC_FREQUENCY = 20.0 ; [kHz]
$SC_YAGPULSELENGTH = 20.0 ; [µs]
$SC_STDBYPERIOD = 0.0 ; [µs]
$SC_STDBYPULSEWIDTH = 0.0 ; [µs]
$SC_JUMPSPEED = 9000.0 ; [mm/s]
$SC_MARKSPEED = 300.0 ; [mm/s]
$SC_JUMPDELAY = 100.0 ; [µs]
$SC_MARKDELAY = 50.0 ; [µs]
$SC_POLYDELAY = 50.0 ; [µs]
$SC_LASERONDELAY = 10.0 ; [µs]
$SC_LASEROFFDELAY = 45.0 ; [µs]
SC_TOOL_SAVE[2]
SC_TOOL_LOAD[3] ; Pen 3 definitions
$SC_LASERPOWER = 25.0 ; [%]
$SC_FREQUENCY = 30.0 ; [kHz]
$SC_YAGPULSELENGTH = 15.0 ; [µs]
$SC_STDBYPERIOD = 0.0 ; [µs]
$SC_STDBYPULSEWIDTH = 0.0 ; [µs]
$SC_JUMPSPEED = 9000.0 ; [mm/s]
$SC_MARKSPEED = 100.0 ; [mm/s]
$SC_JUMPDELAY = 100.0 ; [µs]
$SC_MARKDELAY = 50.0 ; [µs]
$SC_POLYDELAY = 50.0 ; [µs]
$SC_LASERONDELAY = 10.0 ; [µs]
$SC_LASEROFFDELAY = 45.0 ; [µs]
SC_TOOL_SAVE[3]
$SC_ArcStepMode = 1 ; Enable the dynamic segment number mode for arcs, ellipses and circles
$SC_DEFINES = 0 ; End of the definitions
$SC_LoopCount = 2 ; Rectangle, loop count = 2
SC_Start_Entity
SC_TOOL_LOAD[2] ; Load pen 2
G0 X-45.0 Y-45.0 ; Perform a scanner jump
SC_TOOL[1] ; Laser on
G1 X-45.0 Y 45.0 ; Perform some linear scanner moves
G1 X 45.0 Y 45.0
G1 X 45.0 Y-45.0
G1 X-45.0 Y-45.0
SC_TOOL[0] ; Laser off
SC_End_Entity
CALL SmallSquare ; Small square function call
$SC_ArcStepValue = 10 ; Ellipse clockwise, ArcStepValue = 10
SC_TOOL_LOAD[3]
G0 X-7 Y10
SC_TOOL[1]
G2 X-7 Y10 I15 J-15
SC_TOOL[0]
CALL SmallSquare ; Small square function call
$SC_LoopCount = 1 ; Circle clockwise, ArcStepValue = 50
SC_Start_Entity
$SC_ArcStepValue = 50
SC_TOOL_LOAD[2]
G0 X5 Y-5
SC_TOOL[1]
G3 X5 Y-5 I-10 J10
SC_TOOL[0]
SC_End_Entity
M2 ; End of job
DFS SmallSquare ; Small square function definition
SC_TOOL_LOAD[1]
G0 X-5 Y-5
SC_TOOL[1]
G1 X-5 Y5
G1 X5 Y5
G1 X5 Y-5
G1 X-5 Y-5
SC_TOOL[0]
ENDDFS
;----------------------------------------------------------------------------------
The marking result will look like this:
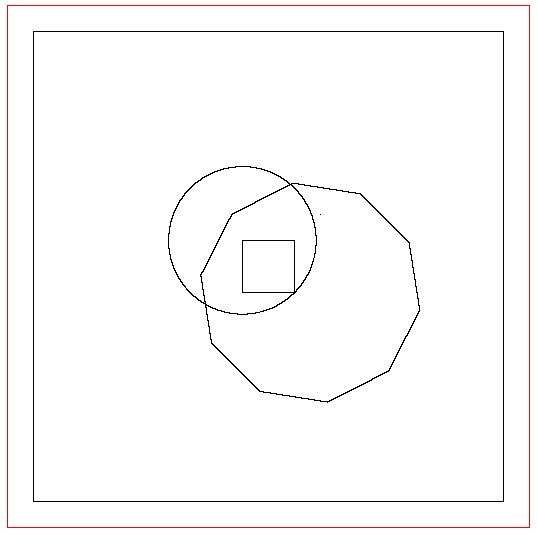
Figure 32: G-Code example